
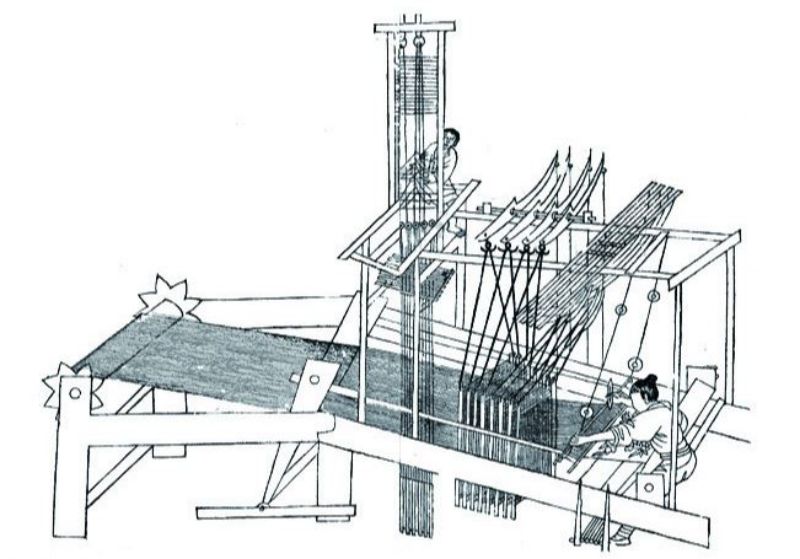
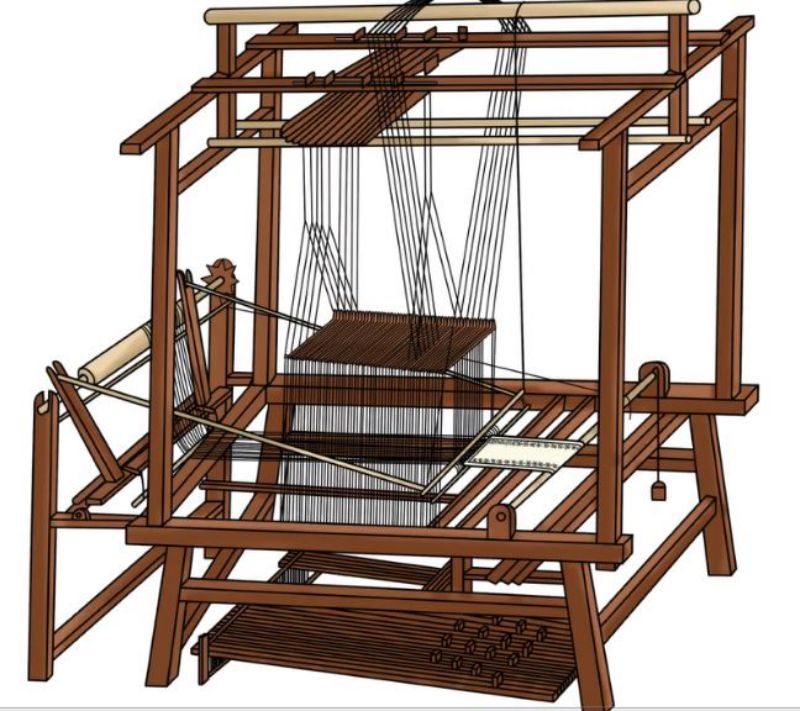
機織り
ウェビングは縦糸と横糸を織ります。撚った糸はボビン(リール)に整経され、緯糸はフックに巻かれて織機のウェビングに配置されます。1930 年代に、手描きの木製織機とアイアンウッド織機ウェビングが導入されました。1960 年代初頭に 1511 織機は織機に改造され、現在でも広く使用されています。帯の幅が狭いため、織り方が異なり、一根、二重根、数十根、一重、二重などがあります。
1967年、労働者が主体となったシャトルレスリボン研究グループは、シャトルレスリボン製織を実現し、工程短縮、省スペース化、労働生産性の向上を実現した高速シングルシャトルレスリボン織機の設計・製作に成功しました。は、中国のリボン技術の歴史における先駆的な作品です。
1970年代、リボン連続染色・アイロン加工機の普及により、リボンの加工は従来の初染・製織から、初染色・染色、初製織・漂白、連続仕上げ・アイロン加工へと発展しました。リボン技術は機械化された大量生産の段階に入りました。1980年代初頭、スイス、イタリア、ドイツ連邦共和国は、高速シャトルレスベルト織機、アイロン機、包装機、整経機などを導入しました。そして、リボン技術は新たな開発段階に入りました。
ウェビング技術の進歩は製品のグレードアップをもたらしました。1979年、中国の第一世代SD9-9ゴムインゴットベルトの試作に成功し、ゴムインゴットベルト製品は輸入依存の歴史に終止符を打った。1980年に開発されたSD-81AおよびBタイプのゴムインゴットベルトは、柔らかく、薄く、強力で、伸びが小さく、衝撃が小さく、短く平らなジョイント特性を備えています。1990 年の初めに、サンタナ車用安全ベルトの試作に成功しました。2年以上の研究と試作を経て、製品の品質はQC49-92およびTL-VW470基準に達しました。
ウィービング(インゴットウィービング)
糸胴と緯糸を巻き取って緯管を形成した後、編機の固定歯台に挿入します。緯糸管は 8 の字の軌道に沿って回転し、糸を互いに引っ張ります。通常、インゴットの数は偶数で、リボンは管状で、インゴットの数は奇数で、リボンは平らです。古い中国から伝わる織り方で、紡錘の数は設備によって9~100本とさまざまです。製織の基本的な工程は、漂白、巻き取り、製織、玉揚げ、裁断、包装です。1960年以降、編機ではピーチプレートの大径化、輪ゴム切断時の自動停止装置の設置、鉄インゴットからナイロンスピンドルへの置き換えなど、多くの技術革新が行われてきました。これらの装置の改良により速度は160~190RPMに向上し、垂直速度は2倍となり、製品の品質は大幅に向上しました。

ウェビングだけでなくロープも編むことができます。管状ベルトは編組ロープの一種で、直径1〜4cmのものをロープまたはロープライン、直径4cmを超えるものをロープ、直径40cmを超えるものをケーブルまたはケーブルと呼びます。1989年、業界は日本のステレオタイプケーブル生産ライン設備を導入し、翌年ポリプロピレンステレオタイプケーブルの生産は全国銀賞を受賞しました。
編み物
1970 年代には、縦編みと横編みの技術がウェビングに広く使用されました。1973年、ニットナイロン製幅広タイトベルトの試作に成功。1982年にイタリアのかぎ針編み機を導入し、高度な技術を導入し、特にレース、ゴムバンド、窓網戸、装飾ベルトなどの薄い装飾生地に適した幅広い製品を提供しました。基本的な工程は、漂白→巻き取り→織り→アイロン→包装です。

1970 年代以前は、消防ホースのチューブ素材は横型機械で織られており、直径が大きく変形し、出力が低かった。1974年後半、業界は編み物の原則に従って、縦糸と横糸を織り交ぜ、ループプロセス中にループヤーンに依存し、ニードルバレルとセトリングアークを使用してチューブビレット織りの研究グループを組織しました。織り込まれた経糸と緯糸をループヤーンで繋いで全体を作り、緯裏、経裏を備えた筒状の編地となります。被覆水道管や高圧消防ホースの生産技術レベルは国内トップクラスです。
投稿時間: 2023 年 12 月 6 日